") |
 |
| 撰文/郭漢丞,攝影/郭漢丞 |
2018/06/28發表,已被閱讀36,313次
|
|
結束技術長Holger的「技術課程」,In-Akustik國際參訪團稍作休息,補充咖啡因,然後到工廠外面集合,準備前往手工製作Referenz系列線材的手工作坊參觀。
 | | 製作Referenz系列線材的第一站,是距離In-Akustik工廠車程不到五分鐘的庇護工坊。 |
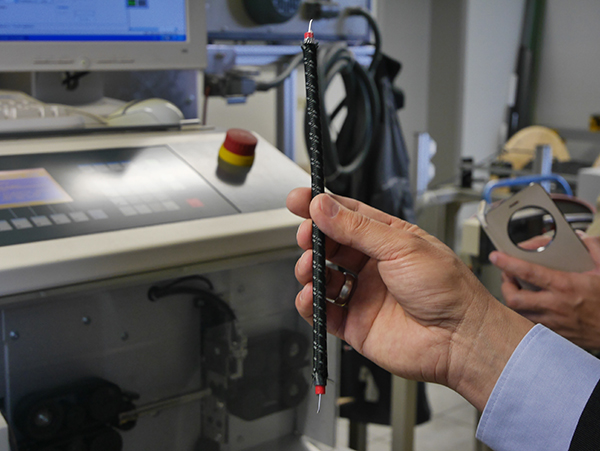
絕大多數In-Akustik的線材都在自家工廠製作,只有Referenz系列「穿針引線」的程序,在離工廠五分鐘車程的作坊手工製作。Referenz系列有訊號線與喇叭線,Air-Technology的應用仰賴Air-Helix固定支架,批覆薄薄一層PE絕緣的線材,要用穿針引線的方法,從Air-Helix的孔洞穿過去。LS-4004喇叭線的Air-Helix固定支架最複雜,再來是LS/ NF-2404,而LS /NF-1204相對簡單一些,但是要把線材穿過Air-Helix支架,完全只能靠手工組裝。
 | | 手工作坊的建築物古色古香,沒想到真的是古老建築,往後面走就是中世紀的古堡與教堂,1545年興建,是十字軍東征時代的後送教堂醫院,In-Akustik的人告訴我們,這裡不久後會成為難民收容所。 |
不過,幫Referenz系列線材穿針引線的工作,是非常耗時的細活,當In-Akustik研發部門先以3D列印製作出Air-Helix骨架之後,將批覆超薄PE屏蔽的銅導體一條條穿過預設的孔洞,這才發現手工活非常耗時,In-Akustik要在自家工廠生產,勢必要增添人力,成本會大幅提升。要如何維持合理的成本,不讓Referenz線材價格大幅攀升,委外處理是一條路。
In-Akustik發現距離工廠車程不到五分鐘,有一處庇護工坊,收容輕度殘障人士,In-Akustik一開始不曉得能不能託付給他們,不過這個庇護工坊並不是像台灣經常搞的烘焙坊、餅乾廠,而是製作義肢的工坊,雖然由輕度殘障人士製作,但有義工參與協助,讓他們分工合作,同心協力就能完成複雜的手工細活。
 | | 專門用來製作Referenz系列線材的製具。 |
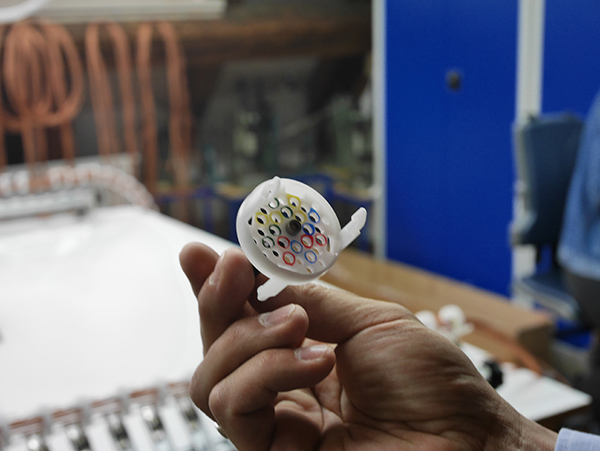 | | 為了讓穿線按照In-Akustik的規格製作,Air-Helix的每一個組件要用色筆標示,這樣就能按照正確的位置穿針引線了。 |
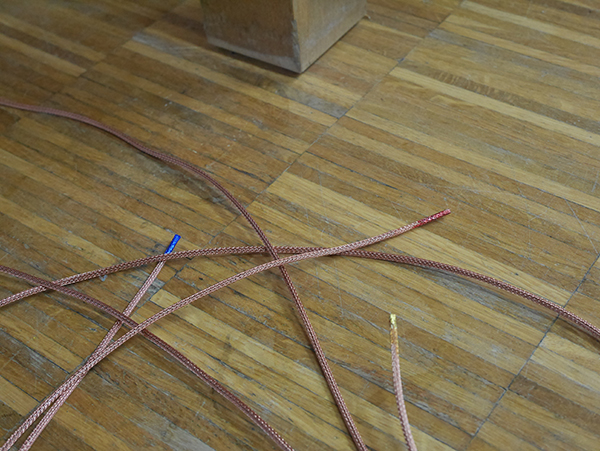 | | 看到導線上面的顏色記號了嗎?穿線時要按照Air-Helix的顏色正確穿線。 |
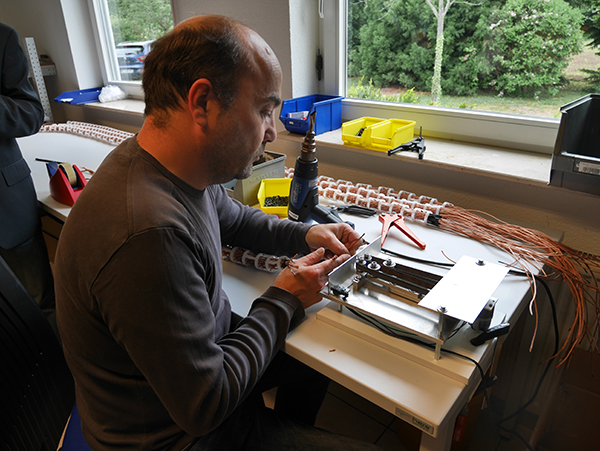
在庇護工坊的志工們協助教導下,使用In-Akustik設計的專用製具,在工作檯上固定Air-Helix骨架,志工利用色筆在Air-Helix上面標示顏色,方便辨識正確的導線穿孔方向。雖然這群輕度殘障人士工作速度較慢,但是態度卻相當認真。國際銷售經理Sven告訴我,以最高階的Referenz LS-4004來說,一天可以製作2條,次一階的Referenz LS-2404則能生產4條,手工製作確實耗時。
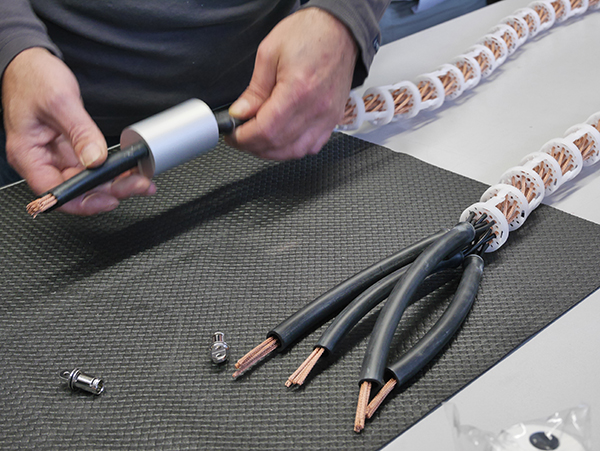
我在庇護工坊裡看著Referenz線材手工製作的程序,一條Referenz LS-4004喇叭線,總共有16條導線,一對就有32條,每一股要兩端剝線,就要裁減64刀,剝好的線頭要盡快上錫爐,避免導體氧化,這才只有準備好導線的材料,然後在製具上架好Air-Helix骨架,慢慢把16條導線按照正確的孔洞穿過去,而這才完成一條喇叭線,才做一半而已。
 | | 穿針引線之前,要讓每一段導線兩端裸露的導體上錫爐,避免導體氧化。 |
 | | 工作台一端專注穿線的工作人員。 |
 | | 您看,Referenz LS-4004多麽得來不易,要拿鑷子一段段穿線啊。 |
參觀完「穿針引線」的手工作坊,時間已經到了中午,在小鎮用過午餐,再返回In-Akustik工廠繼續參訪行程。這段行程參訪團分為兩組,技術長Holger帶我們參觀工廠的生產與品管,國際銷售經理Sven則帶另一半團員參觀倉儲與後勤管理。我們這組人馬先跟著Holger走,然後交班跟Sven。
 | | 我在庇護工坊外面拍的景色,證明In-Akustik是位居鄉下的公司,真是碧草如茵、遠丘連天啊! |
 | | 我們準備跟著技術長Holger進入In-Akustik的生產廠房。 |
走進In-Akustik工廠,Holger先介紹絞繞線材的機器,他說原本In-Akustik的線材絞繞是委外處理,然後送回來加工,委託的工廠專門生產繩子,大約七年前這家工廠的生產線大幅更新,所以請In-Akustik收購自動絞繞機,所以現在絞繞也在自家工廠完成。
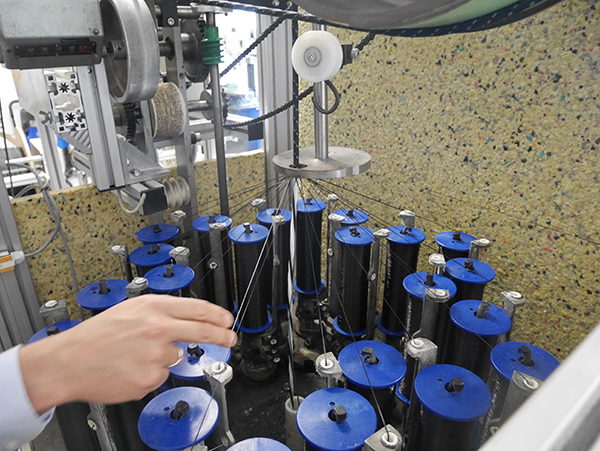 | | 自動線材絞繞機,前方送線,自動絞繞,後段收線。 |
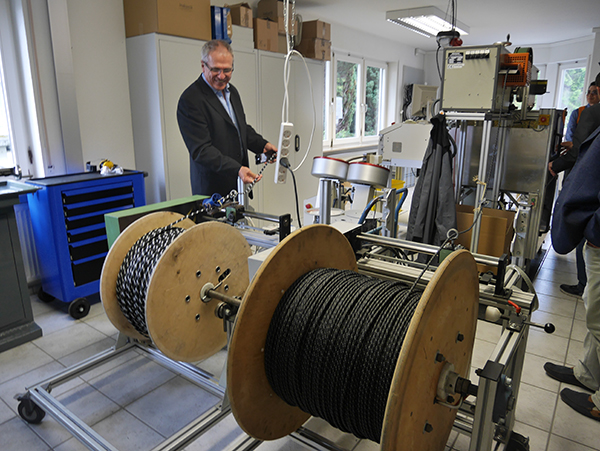 | | 自動絞繞機後段收線區,笑看著In-Akustik線材的是南非代理商。 |
 | | Holger向我們介紹線材自動切割剝線機。 |
 | | 機器自動剝線裁切,比手工還漂亮。 |
在自動線材絞繞機旁邊,則是線材自動切割剝線機,機器是買現成的,但是控制軟體則是In-Akustik自己撰寫,因為要送入機器裁切剝線的規格,每一款線都不一樣,In-Akustik必須根據線材批覆與導體線徑,以正確的規格讓機器自動剝線裁切。
跨過一道門,進入In-Akustik組裝線材的部門,自動絞繞機與剝線裁切機的噪音就隔在門外,手工組裝線材的部門相對安靜許多。第一站我們看到工作人員正在打磨Referenz LS-4004喇叭線,這是從庇護工坊手工製作完成的半成品,但是為什麼要打磨呢?記得在庇護工坊讓導線兩端上錫爐的工序嗎?那是為了避免導體接觸空氣氧化,所以上一層錫保護,但是送回In-Akustik工廠製作成品之前,必須把這層錫磨掉,畢竟銅還是比錫更好的導體,怎麼可以讓錫來搗蛋影響聲音?
 | | 製作Referenz LS-4004的第一關,先把庇護工坊送回來的半成品,導線尾端的銲錫打磨清除乾淨。一條LS-4004有16條導線,兩端組共要打磨32次。 |
從這裡您也可以注意到Referenz LS-4004的工序有多複雜!一條(而非一對)Referenz LS-4004喇叭線,裡面16股導體,前後兩端都要打磨去掉銲錫,總共要打磨32次,在反覆32次才能準備好一對Referenz LS-4004的材料。
組裝台是靠窗的長桌,長桌另一端是測試區,插在機器上的是Referenz LS-1204訊號線。Holger說電腦就是一般的PC,但是測試軟體是In-Akustik自家開發,每一款In-Akustik的線材技術規格都記錄在資料庫當中,工作人員把線材插上去,選擇對應的線材型號,按下測試鍵,軟體自動顯示測量是否通過。Holger看了螢幕的參數,說這條線OK沒問題,然後他改了測試型號,再跑一次測試,馬上顯示錯誤訊息。
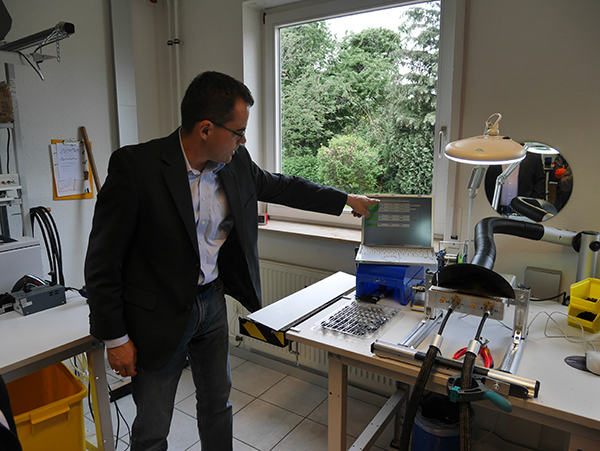 | | 技術長Holger指著桌上的PC,裡面跑In-Akustik自家撰寫的資料庫,用來測試線材是否符合規格。 |
然後Holger領著我們到另一區組裝平台,剛剛辛苦打磨Referenz LS-4004喇叭線的工作同仁,把準備好的材料拿過來這裡做最後組裝:為喇叭線兩端套上橡膠套與金屬環、安裝喇叭端子,然後幫喇叭線穿上編織隔離網。
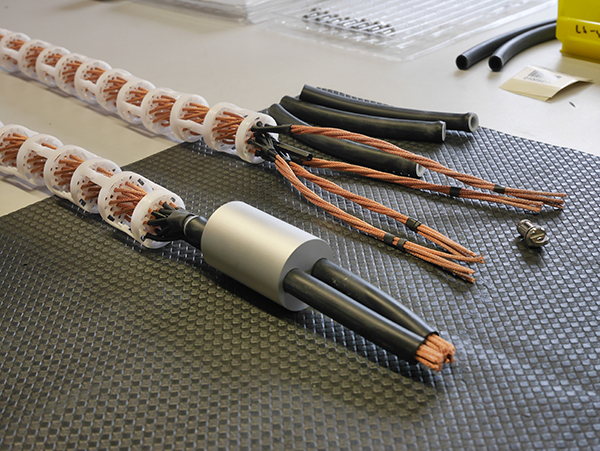 | | 最後組裝:尾端套上橡膠套,固定在金屬環上,然後壓夾喇叭端子。 |
 | | 每一道工序都是手工製作。 |
 | | 壓夾喇叭端子的電動工具雖小,壓夾的力道高達1.5噸,確保喇叭端子與導體最緊密的接觸。 |
套橡膠與金屬環是累人的工,頗為費力,喇叭端子則相對好裝。記得前面要把錫磨掉的工序,代表Referenz LS-4004喇叭線不會再用錫:他們用壓夾式固定法,喇叭端子的材料是碲銅(tellurium copper),用電動工具把導體與喇叭端子牢牢壓夾固定。這個電動工具看起來頗為迷你,可是壓夾的力道有1.5噸,操作時可千萬不能開玩笑,不小心會夾斷手指頭的。兩端完成喇叭端子組裝,然後就是穿上隔離網,並且把金屬固定環中央的螺絲鎖緊,Referenz LS-4004就完成了。
 | | 手工套上隔離網。 |
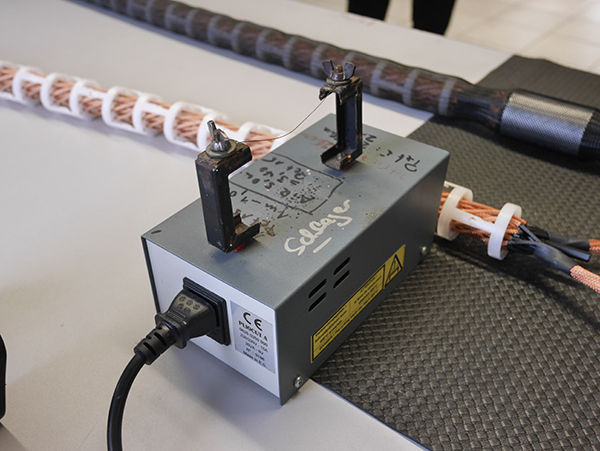 | | 裁切隔離網的熱鐵線。 |
Holger在生產區介紹的最後一個區域,是視訊與數位線材的測試品管區,In-Akustik的HDMI線已經到達4K規格,出廠前的測試非常重要,不僅聲音部分需要測試,影像傳輸也必須測試,以確保品質。
 | | 怎麼有PS3?這是測試HDMI線的區域,不是員工偷懶的遊樂區。 |
走出工廠,前一組跟著Sven的參訪團,已經在工廠外面等著我們了,看來倉儲與出貨區可以逛得比較快。Sven打開工廠大門,挑高的廠房有著堆到屋頂的貨架,滿滿都是貨,前面一區主要是線材,後半有Piega與Primare的貨架,別忘了,In-Akustik是他們在德國的代理商。
 | | 國際銷售經理Sven驕傲地介紹In-Akustik滿到屋頂的倉儲區,歡迎各國代理商把貨訂光光。 |
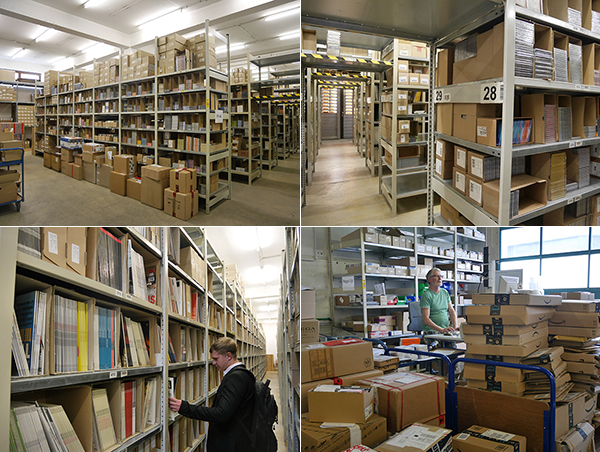 | | 軟體倉儲區,滿滿的CD與LP,一旁堆積如小山的紙箱,正準備要出貨。 |
再往後走,進入軟體的倉儲區,滿滿都是CD與LP。Sven告訴我們,音樂發行依然佔In-Akustik重要的部分,大約有35%,雖然許多人都認為實體音樂載體的市場在縮小,但是In-Akustik相信好的音樂發行依然有其市場。
從In-Akustik的生產廠房逛到倉儲區,我們又回到早上上課的會議室,熱騰騰的咖啡等著我們,稍作休息,補充完咖啡因以後,我們要上最後一堂有關In-Akustik的課。
廠商資訊
進口總代理
瑩聲國際有限公司
地址:新北市淡水區沙崙路199號
電話:(02)2805-3569
網址:www.jadex.com.tw
|
|
|
|
|
|
|


















